Determine the basic principle of the three elements: according to the cutting requirements, first determine the amount of back cutting, and then look up the table to get the feed amount, and then look up the table through the formula to calculate the main cutting speed. In many cases, we can determine the values of these three elements by empirical data.
Selection method: Practice has proved that the selection of reasonable cutting parameters is related to many factors such as machine tool, tool, workpiece and technology. Reasonable selection of processing dosage methods are as follows:
1, roughing, mainly to higher production efficiency, so should choose a larger amount of back cutting tool, a larger feed, cutting speed U choose low and medium speed.
2, when finishing, the size and surface accuracy of the main parts are required, so choose a smaller back cutting tool amount, a smaller feed amount, and a higher cutting speed.
3, roughing, generally to give full play to the potential of the machine tool and the cutting ability of the tool. ball valve assembly machine When semi-finishing and finishing, you should focus on how to process quality, and on this basis, try to improve productivity. When selecting the cutting amount, the tool should be able to process a part or tool with a durability not less than one working class, and not less than half the working time of the working class. The specific value of the ball valve assembly machine factory should be selected according to the provisions of the machine manual, tool durability and practical experience. The choice of back cutting amount: The choice of back cutting amount should be determined according to the stiffness of the machine tool, fixture and workpiece and the power of the machine tool. As long as the process system allows, choose as large as possible. In addition to the allowance left for later processes, the rest of the roughing allowance is cut out as much as possible at once to minimize the number of tool trips.
Usually on medium power machine tools, the amount of rough back cutting is 8~10 mm (unilateral). ball valve assembly machine factory semi-finishing back cutting capacity is 0.5~ 5mm; When finishing, the amount of back cutting is 0 2~1.5 mm. Determination of feed rate: When the quality requirements of the workpiece can be, in order to improve productivity, a higher feed speed can be selected. ball valve assembly machine factory cutting, turning deep holes or fine turning, should choose a lower feed speed. The feed speed should be consistent with the spindle speed and the amount of back cutting tool. When roughing, the choice of feed is limited by the cutting force.
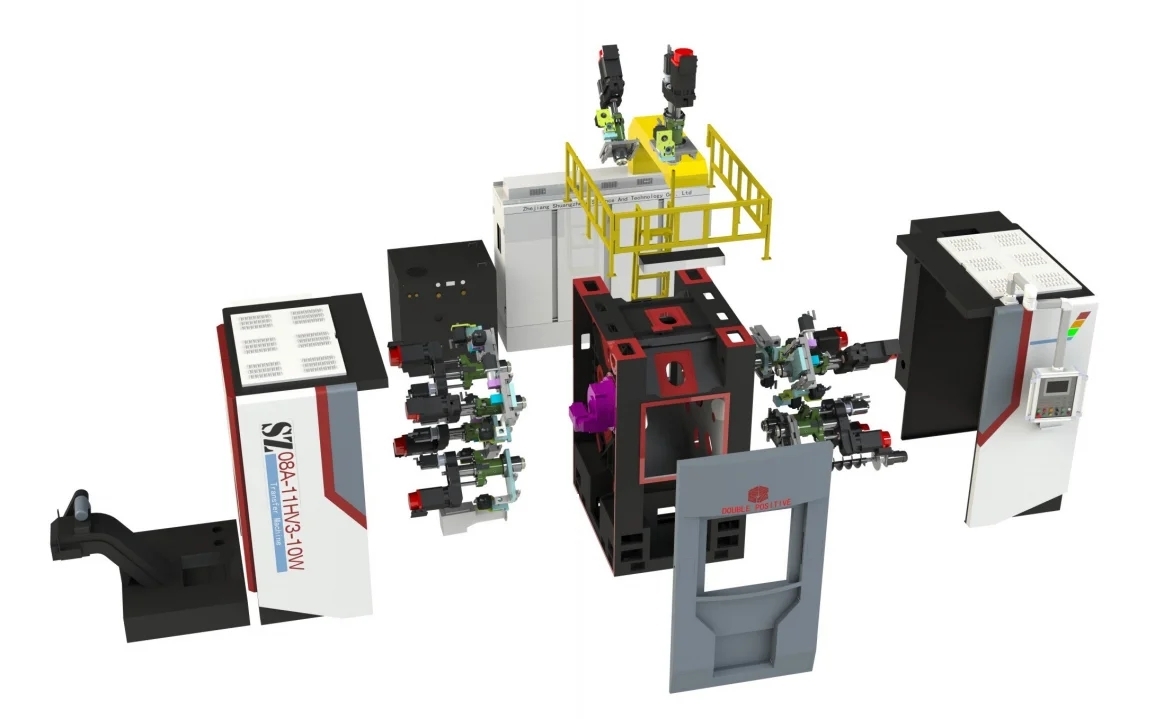
ball valve assembly machine https://www.zjshuangzheng.com/Rotary-Table-Intelligent-Assembly-Machine.html







 Loading ...
Loading ... {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}